International Journal of Operations Management
Volume 2, Issue 2, January 2022, Pages 17-27
Verifying Valve Lash in Engine Assembly Using Tolerance Interval Method for Monitoring Process Performance
DOI: 10.18775/ijom.2757-0509.2020.22.4002
URL: https://doi.org/10.18775/ijom.2757-0509.2020.22.4002 1Julie Zhang, 2Ali Kashef, 3Akaff Diam, 4Kristine Etringer
1Julie Zhang, 2Ali Kashef, 3Akaff Diam, 4Kristine Etringer1,2Department of Technology, University of Northern Iowa, Cedar Falls, IA, USA
3Quality Engineer III, Brooks Instrument, Hatfield, PA, USA
4MS, University of Northern Iowa, Cedar Falls, IA, USA
Abstract: The process capability refers to the ability of a process to produce parts or provide services that are able to meet the given specification requirement. The process capability is commonly measured by process capability indices (PCIs) such as Cp and Cpk to evaluate process yield, process consistency, and statistical variation compared to the specification. Most of the component or hardware manufacturing industries require exhibiting a process capability index (Cpk) of 1.33 or above. This paper presents an alternate approach for monitoring a process to verify valve lash in engine assembly. Valve lash is the gap between the rocker arm and the valve spring in an engine and this gap must be tightly controlled due to the critical role valves play in engine performance. Achieving and maintaining process capability of valve lash of 1.33 is difficult and unrealistic due to the nature of the assembly process and multiple factors being involved. Using historical data collected from 1200 valves in 100 engines assembly, this paper illustrates the tolerance interval method for monitoring the process performance of valve lash in engine assembly is more practical and economical as compared to the conventional process capability.
Keywords: Tolerance interval, Process capability index, Engine valve lash.
1. Introduction
All processes show variations and the variations in manufacturing processes are due to common causes and special causes. The process capability refers to the ability of a process to produce parts or provide services that are able to meet the given specification requirement. Process capability was introduced in industry to monitor if the random or chance causes of variations as compared to the specification are at a certain level of acceptance. Process capability is evaluated when the process is under statistical control. A process that is operating with only chance causes of variation present is said to be in statistical control (Montgomery, 1997, p. 130). Cp and Cpk are the commonly defined process capability indices, to quantify if the process meets the requirements set by the designers or customers. Most of the automotive or component manufacturing industries require process capability index (Cpk) of 1.33 or higher (AIAG, 2009)
Where USL and LSL = upper and lower specification limit given by the designer
![]()
As defined in equation (1) and (2), Cp measures the relative ratio of given tolerance and the real process spread, but due to no process average location included it only tells the potential if the process can meet the specification. If the process average deviates too far from the target, the process may produce a lot of defective parts even when Cp is large. With Cpk considering where the process average actually is located and evaluating the process spread with respect to the given specifications, the magnitude of Cpk relative to Cp is a direct measurement of how far away it is from the target. As defined in equation (1) and (2), Cp measures the relative ratio of given tolerance and the real process spread, but due to no process average location included it only tells the potential if the process can meet the specification. If the process average deviates too far from the target, the process may produce a lot of defective parts even when Cp is large. With Cpk considering where the process average actually is located and evaluating the process spread with respect to the given specifications, the magnitude of Cpk relative to Cp is a direct measurement of how far away it is from the target.
The assumption for capability index evaluation is that a process is approximately normally distributed. If the process variation is aligned in the middle point between its specification limits, the calculated value for Cpk is equal to the calculated value for Cp. But with the process average deviating away from the specification center, the Cpk index degrades and is always smaller than Cp. Generally, a Cpk ≥1.33 indicates a process is capable of producing parts meeting specifications. Values less than 1.33 tell that the actual process variation is either too wide compared to the specification or that the location of the variation is off from the center of the specifications. It could be the combination of both spread and location measures that how far the process mean is from the nearer specification limit in terms of 3s distances. McCormick et al. (2000) mentioned that knowledge of the process mean and variance allows one to calculate with certainty where any value or range of values lies within the distribution. This is not necessarily the case for other distributions. The shapes of non-Normal distributions are usually affected by moments not expressible in terms of the mean and variance alone.

Figure 1: Valve Lash
2. Valve Lash Control in Engine Assembly
Valves in internal combustion engines are to charge fresh air in the combustion chamber and discharge mixture of fired fuel and air out of engine. Because of the temperature change the valves experience, different materials are used in manufacturing engine valves. The engine contains rocker arms that rise and drop by the rotation of the camshaft and it is a key performance to evaluate the engine assembly quality due to valves’ extreme working condition (Karasoy and Ebrinc, 2009; Magda, 2015). When a rocker arm is pushed down by the camshaft, it contacts a valve bridge, applying pressure on the valve spring and opening the valve stem at the correct time to allow pressure and gas either inside or outside of the system. This keeps the internal combustion engine at the right pressure level, preventing premature combustion and potential damage to internal components. Valve lash is the gap between the rocker arms and the valve springs, as shown in Figure 1. Due to the temperature range which engines experience, valve lash is required to react to changes from cold to hot as the metal expansion rates differ between the block, head, pushrods, valves, and other components. The valve lash must be tightly controlled, otherwise the engine will experience torque drop, noise, or excessive wear of the valve train components. If valve lash is set too loose (in bigger gap), the rocker arm acts like a hammer by pounding the valve tips, which can break the push rods. If the valve lash is too tight (in smaller gap), the valve may not close all the way, limiting engine performance.
Research has been conducted by Jafari et al. (2014) to detect valve damages in internal combustion engines using acoustic signal and artificial neural network. The result of this study could be used to identify the type of problem and its location after the engine has been assembled and put in use. In assembly process, optimum valve lash clearances are usually determined experimentally (Łukasz et al., 2015). Mechanics and manufacturers use various methods to set and verify valve lash to the best of their ability. Setting and measuring valve lash is a critical, yet not fully understood and no clear target specification for the valve lash in engine assembling is given because multiple parts mating together can easily cause tolerance stack issues. The most precise and cumbersome method for verifying valve lash would be to check each individual valve by rotating the crankshaft to the top dead center of each valve and verifying the valve lash with a feeler gauge. This time-consuming way is not ideal for a factory where the goal is to increase productivity and working efficiency.
The current method used in an engine manufacturing company to verify the valve lash for its six-cylinder diesel engine production without having to rotate the crankshaft multiple times is to measure the height of the stud protruding from the jam nut on the rocker arm assembly. If any one of the studs is out of the predetermined tolerance for the height gauge check, then further a feeler gauge is used to measure correlating valve to the failed stud(s) and the valve lash is adjusted accordingly. In this method, the upper and lower tolerance limits of the height gauge is critical and the proper limits can also catch other related failures such as valve bridge misalignment, missing valve bridges, missing rocker arm pushrods, pushrods out of place, etc. If these failures can be identified in advance prior to the engine reaching a customer, the cost on warranty claims could decrease.
When the stud height gauge method was originally established at this particular manufacturing facility, the valve lash tolerance was set as +/-0.5mm compared with a subgroup average from the six intake valves and six exhaust valves on one particular engine, which can be seen in quality check algorithm below. This tolerance (+/-0.5mm) was established from historical measurements and a mathematical stack-up of the related component dimensions and tolerances. In practice, the height gauge is measured from the top of the stud on the rocker arm assembly down to the nut, also located on the rocker arm assembly shown in Figure 2. The higher the measurement, the more the stud is protruding from the nut, thus resulting in looser valve lash. If the height is lower, the stud is tighter against the valve bridge, thus resulting in a tighter valve lash. The algorithm separates valves good from bad is as follows:

The same quality check is conducted both for intake and exhaust valves. The software then looks for any 1’s and the corresponding valves. All rejected valves from this step must be verified with a feeler gauge (Figure 3). The feeler gauge is a specific thickness determined by engineering depending on if it is an exhaust valve (0.66mm) or intake valve (0.31mm) and must go roughly one third of the way under the pushrod when the engine is at the top dead center. If the feeler gauge fails, the operator must loosen the nut, adjust the stud while using the feeler gauge to assess the appropriate valve lash, re-tighten the nut, and re-measure the valve lash with the feeler gauge to ensure nothing shifted.
The height gauge check is then performed again to see if the engine passes successfully. If it does, the engine is deemed good. If not, the failed valve(s) must be assessed again. If the operator and engineer are comfortable with the valve lash, regardless of the height gauge results, the engine can continue being built. With the current tolerance (+/- 0.5mm) used for the stud height gauge check, roughly 25% of engines initially fail at least one valve in the first step. However, when checked with the feeler gauge, 95% of the failed valves are fine and do not actually need any adjustment. Ideally, the tolerance setup related to the height gauge should only catch outliers indicating a potential issue with the engine such as a valve bridge missing or not in place. Obviously, the current tolerance (+/- 0.5mm) reported a lot of false errors, therefore this tolerance limits must be revised.

Figure 2: Stud Height Measurement Location

Figure 3: Feeler Gauge Measurement Process
3. Statistical Tolerance Interval, an Alternate Approach
A statistical tolerance interval is an interval that one can claim to contain at least a specified proportion (p) of the distribution with a specified degree of confidence, 100 (1-a) %. Such an interval would be of particular interest in setting limits on the process capability of a product manufactured in large quantities (Hahn et al., 2017). According to international standard a statistical tolerance interval is an estimate interval, based on a sample, which can be asserted with confidence level (1- a), for example 0.95, to contain at least specified proportion p of the items in the populations (ISO, 2014). This international standard discusses two methods for determining the statistical tolerance intervals, a parametric method for the case where the characteristic being studied has normal distribution and a distribution-free method for the case where nothing is known about the distribution except that it is continuous.
Before using tolerance interval that depends heavily on the normality assumption, one should assess the adequacy of the normal distribution as a model, (Hahn and Meeker, 1991). As reported by Hahn and Meeker (1991), two-sided distribution-free statistical intervals from a random sample from a specified population one generally proceeds steps as follows:
- Specify the desired confidence level for the interval;
- Determine (from tabulations and calculations) the order statistics (ordered observations from smallest to largest) that provide the statistical interval with at least the desired confidence level for the sample size;
- Use the selected order statistics as the end points of the distribution-free interval.
Tolerance interval method is useful in one sided tolerance (upper bound or lower bound) where process centering (targeting) is an issue and is less important than feature’s conformance. Also, non-parametric (distribution-free) tolerance intervals methods can be used if the measured data do not follow normal distribution to assess the conforming proportions (McCormack et al., 2009). For the valve lash in the engine assembly, two-side intervals should be constructed as no single minimum or maximum value are specified.
4. Statistical Tolerance Interval Procedures
There are several procedures available in text to construct the statistical tolerance intervals depending upon the requirements. This paper will discuss the following statistical tolerance interval procedures.
4.1 Two-Sided Tolerance Interval when the Population is Normal Distribution with Known Mean (m) and Standard Deviation (s)
The international standard (ISO, 2014) provides procedure when the values of the mean (m), and the standard deviation (s), of a normal distribution are known and estimated, the distribution of the characteristic under investigation is fully determined. The two-sided tolerance interval to contain at least a specified proportion p of population, for p=0.90, 0.95, 0.99, is

4.2 Tolerance Interval when the Population ss Normal Distribution with Known Mean and Unknown Standard Deviation
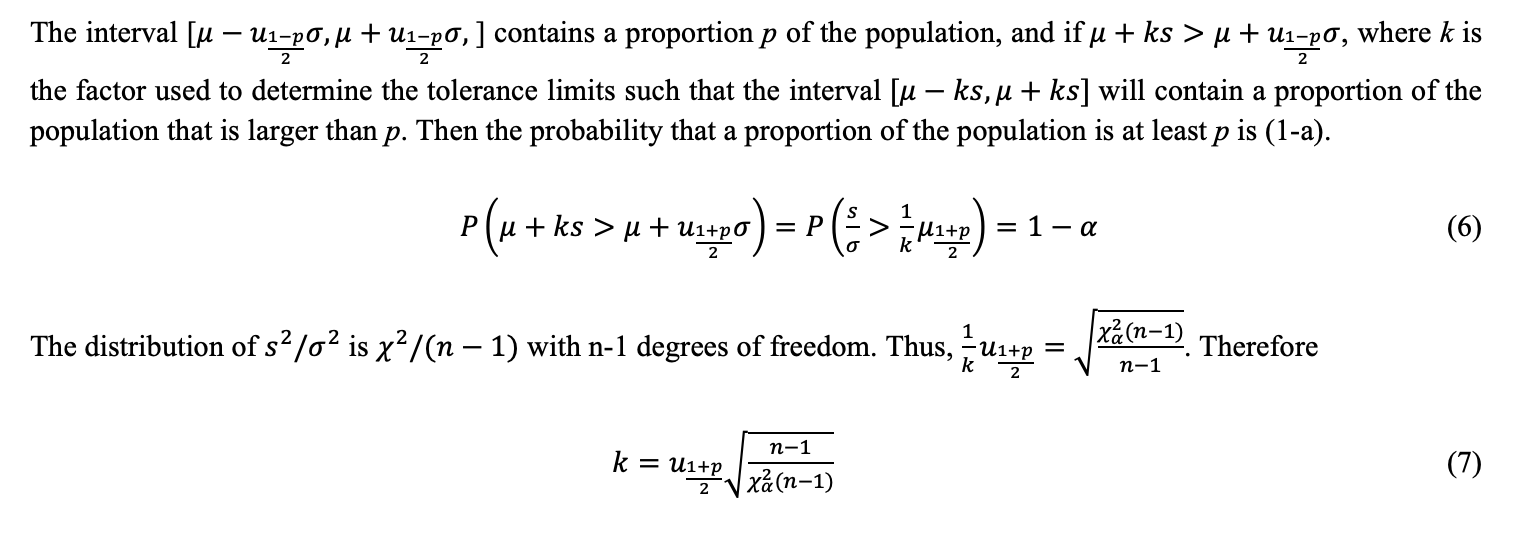
In practice, in vast majority cases sample means and sample standard deviations (instead of population mean and population standard deviation) can be estimated from collected data. The upper and lower limits for a two-sided tolerance interval are:

Where k is called the factor

4.3 The Distribution-Free Statistical Tolerance Interval for any Type of Distribution
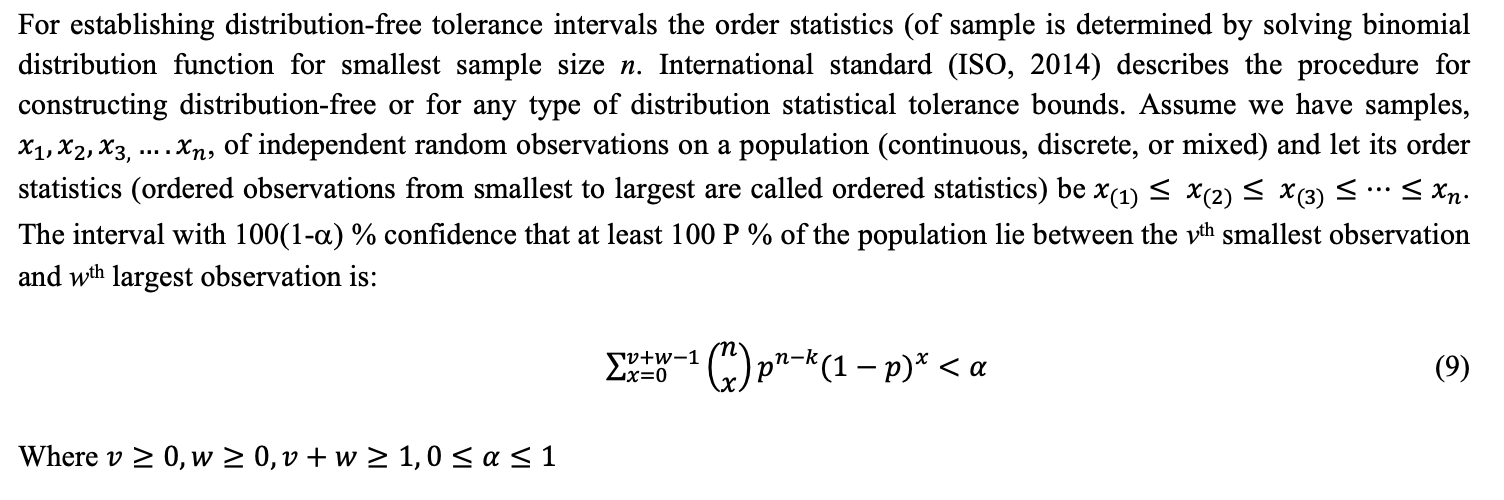
Hanson and Owen (1963) discussed that continuity requirement on cumulative distribution function (c.d.f.) is unnecessary. They noted that many c.d.f.’s which occur in practice are not continuous, and in many cases where distribution-free tolerance limits are applicable they are not being used because of an uncertainty as to whether the underlying distribution is or is not continuous or because of the certainty that it is not (Hanson and Owen, 1963). So, when the c.d.f. of the population characteristic X is not continuous, the statement will be slightly modified such that there is at least 100(1-a) % confidence that at least 100P% of the population is between x(v) and x(n-w+1) or equal to x(v) and x(n-w+1). When v + w = 1, formula (7) reduces to:

The equation (10) shows the minimum sample size required for certain confidence level and proportion to be in conformance. Thus, to be 95% confident that at least 95% percent population lies below the largest value of the sample, the sample size must be n = log (1-0.95)/log (0.95) = (-1.3) / (-0.022) = 59. There are several tables available which gives minimum samples required for constructing statistical interval at certain proportion p and certain confidence level (1-a)%. Hahn and Meeker (1991) have compiled and listed tables based on the selection of sample size n, confidence levels 100(1-a)% and at various levels of conformance proportion percentage P. With the help of statistical analysis software like Minitab® it is easily possible to calculate and construct distribution based or distribution-free statistical intervals.
5. Data Collection, Analysis and Interpretation
5.1 Data Collection and Variable Designation
Ideally, because research findings based on an entire population are more accurate, this study would contain measurements from every engine over the past year or more to get total historical data. Unfortunately, collecting the population data is unrealistic. Thus, a smaller data set, or a sample, is being used to reflect the entire population accurately (Godwill, 2015). A sample size needs to be considered with great care. As explained by Hahn and Meeker (1991), with the increase of the sample size, the computed tolerance interval will approach the probability interval that actually contains the specified population proportion. Smaller sample size, however, result in a tolerance interval that is much bigger than this limiting probability interval. Referring to the sample size table in Hahn and Meeker (1991), the sample size should be large enough such that (1) with 95% confidence level at least 99% (p’) of the population will be included within the tolerance interval and (2) with 1% probability that at least 99.7% (p*) of the population will be included (note: p* is larger than p’). The sample size selected according to the above criteria should be 390. The case study presented here contains 600 valve lash data from engine intake and exhaust valves, respectively, in total twelve hundred measurements.
These engines were tested using the height gauge during a one-week time frame and were all gauged by the same operator to ensure consistency in gauging method. These engines were not necessarily built consecutively due to two possible reasons: 1) a different operator gauged a portion of the engines and those results were not included, or 2) engines with valves that failed the stud height gauge check and needed the valve lash adjusted were not included. Of the one hundred engines included in this data, 79 engines passed the height gauge check algorithm on the first gauging attempt. The remaining 21 engines failed on one or more of the valves according to the tolerance (±0.5mm) setup in the height gauge software. Of the 21 engines that failed, a feeler gauge was used to measure the valve lash, and the valves were all deemed acceptable and not adjusted. This means all 100 engines are good; therefore a 100% acceptance. These failures of the 21 engines initially failed the height gauge check are important to be included to determine if the tolerance of +/-0.5mm should be increased.
As mentioned earlier, there are in total 100 engines with six intake valves and six exhaust valves on each engine, therefore in total 600 individual intake valve lash data and 600 individual exhaust valve lash data, respectively. The variable designations are as follows:
X = any of the 600 intake valve lash values
Y = any of the 600 exhaust valve lash values,

5.2 Exam Data Normality of Intake and Exhaust Lash Value
First check the normality of individual intake/exhaust valve lash values and the normality of intake/exhaust valve lash subgroup averages using the Chi-square test. The normality plot shown in Figure 4 and Figure 5 indicates that both of the intake and exhaust valve lash individual data (X and Y) are normally distributed because the Chi-square test probability is larger than 0.05. The same normality test was conducted with the subgroup averages of the six intake valve lash data and the six exhaust valve lash data. The Chi-square test probability in Figure 6 and Figure 7 indicates that both of the subgroup averages follow normal distribution because the Chi-square test probability is larger than 0.05. However, the normality test found that ( and are not normally distributed for both the intake and exhaust valve lash data, as shown in Figure 8 and Figure 9. The basic statistic and normality test results are summarized in Table 1.
Table 1: Statistical summary of intake and exhaust valve lash data


Figure 4: Intake valve lash individual data distribution and tolerance interval
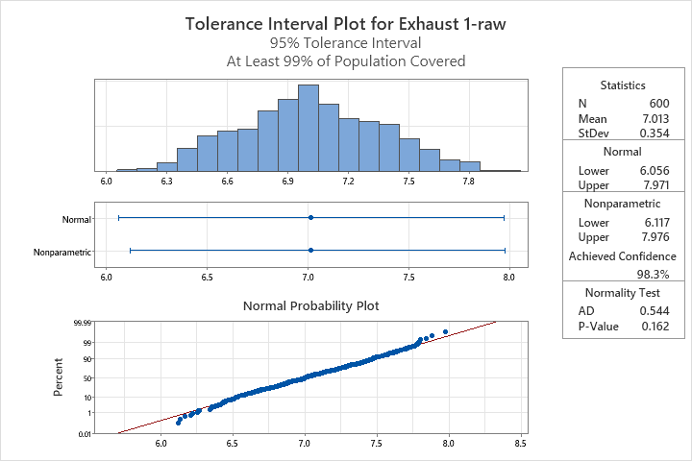
Figure 5: Exhaust valve lash individual data distribution and tolerance interval

Figure 6: Average of exhaust valve lash data distribution and tolerance interval
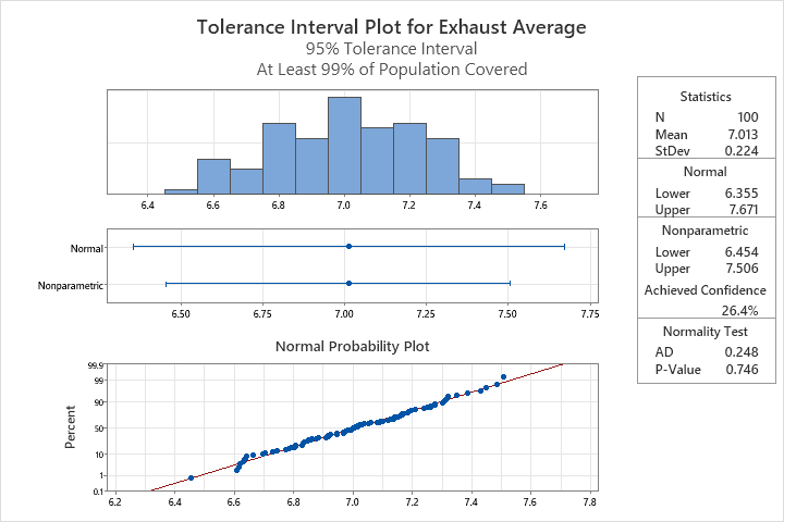
Figure 7: Average of exhaust valve lash data distribution and tolerance interval

Figure 8: Normality check of intake valve individual data deviated from subgroup average
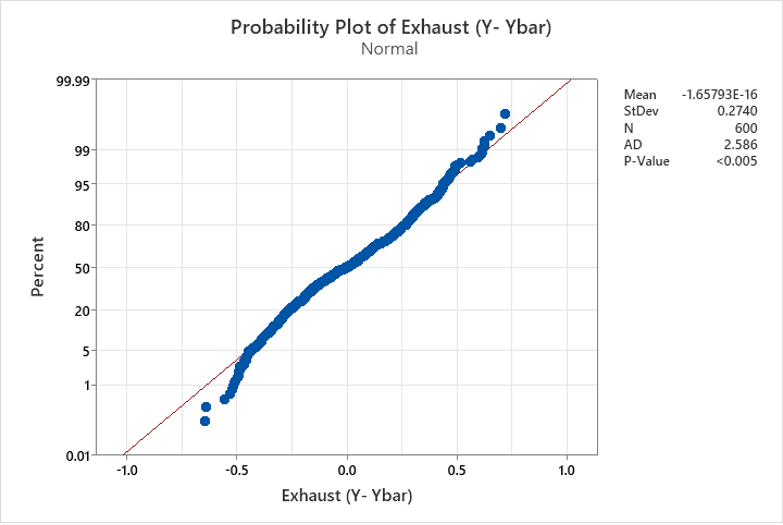
Figure 9: Normality check of exhaust valve individual data deviated from subgroup average
5.3 Tolerance Interval
Running analysis at 95% percent confidence (1-a) for intake valve lash values and exhaust valve lash values estimated the 99% of population (p%) tolerance interval with Minitab®. The tolerance intervals of X, Y are summarized in Table 2 for intake valve and exhaust valve lash values. With the normal distribution assumption, the intake valve lash tolerance interval is (6.914, 8.466), which is ±0.776 from the average; the exhaust valve lash tolerance interval is (6.056, 7.971), which is ±0.958 from the average. Both of the two tolerance intervals are larger than the current testing allowance ±0.5mm.
Also, according to non-normal distribution using 95% confidence level, the 99% tolerance interval for X and Y achieved confidence 98.3%, which are (-0.812, 0.612) and (-0.644, 0.717), respectively, for the intake valve and exhaust valve. These two tolerance intervals are also larger than the current testing allowance ±0.5mm. The tolerance calculations above along with the multiple false failure signals indicate the current testing allowance is not appropriate for inspecting the valve lash value and the false signal of nonconforming valve lash and caused a lot of unnecessary inspection waste.
Table 2: Summary of calculated tolerance intervals for intake and exhaust valve lash

There was no definite target value for the stud height but only a tolerance range currently given for individual stud height compared with average stud height with respect to checking the intake valve lash and exhaust valve lash. The ideal situation would be all the lash values of six intake valves on one engine are exactly same, then the target difference of valve lash from average should be zero. Therefore, the capability indices Cp and Cpk are calculated by using the exiting ±0.5mm tolerance and tolerance intervals and their calculation results are shown in Table 3. Comparing the process capability evaluation, the tolerance interval method which more reflected the reality is more practical and economical to monitor the engine valve lash in the assembly process without sacrificing much for cost. The tolerance interval method provides greater than 95% confidence that 99% population of the valve assemblies are conforming to the specification.
Table 3: Capability indices comparison between with tolerance interval and existing tolerance

6. Conclusion and Recommendation
This case study reviews the historical data of intake valve lash and exhaust valve lash collected from 100 engines assembled in a manufacturing facility. Above analysis indicates that the conventional capability measurement approach is inappropriate and can create false alarm instead. The tolerance interval method shows an advantage and provides ≥95% confidence that more than 98% population meets the tolerance specification which is more economic method.
In the data analysis the normality test indicates that individual X, Y and subgroup average , are all normally distributed, however, ) and ) are not normally distributed. This might be due to the data collection process. The data collected using convenient sampling method were within one-week period by one operator. If data collected from a random manor may provide insights that are more valuable. Companies can formulate randomization data collection schemes to keep recording and monitoring the process quality characteristic. If enough data were collected over a longer period, using tolerance interval would become an economical way of monitoring the process performance with a required degree of confidence. It can also be seen from this study that even with enlarged tolerance interval currently the process capability indices Cp ≥1, but Cpk ≤1, which clearly indicated that the quality characteristic has not reached the industry goal such as Cp and CPK ≥ 1.33. More efforts should be made to reduce the process variation.
References
- AIAG, 2005. Statistical Process Control (SPC), Second Ed. Automotive Industry Action Group, Detroit, MI.
- Godwill, E. A. (2015). Fundamentals of Research Methodology: A Holistic Guide for Research Completion, Management, Validation and Ethics. Nova Science Publishers, Inc.
- Hahn, G. J., Meeker, W. Q., & Escobar, L. A. (2017). Statistical intervals: A guide for practitioners and researchers. Retrieved from https://ebookcentral-proquest-com.proxy.lib.uni.edu
- Hahn, G., & Meeker, W. (1991). Statistical intervals: A guide for practitioners (Wiley series in probability and mathematical statistics. Applied probability and statistics). New York: Wiley. CrossRef
- Hanson, D., & Owen, D. (1963). Distribution-Free Tolerance Limits Elimination of the Requirement that Cumulative Distribution Functions be Continuous. Technometrics, 5(4), 518-522. CrossRef
- International Organization for Standardization. (2014). Statistical interpretation of data – part 6: Determination of statistical tolerance intervals, ISO 16269-6:2014.
- Jafari, S.M., Mehdigholi, H. & Behzad, M. (2014). Valve fault diagnosis in internal combustion engines using acoustic emission and artificial neural network. Shock and Vibration.CrossRef
- Łukaszc, J., Jacek, C., Leszek K., Sławomir, W., & František, B., (2015). Application of vibration signal in the diagnosis of IC engine valve clearance. Journal of Vibroengineering, 17 (1), 175-187.
- Karasoy, Y., & Ebrinc, A. A. (2009). Critical points about engine valves manufacturing. SAE Technical paper. CrossRef
- Magda, M. (2015). Valvetrain Tech: Lash is Much More Than Just A Little Gap. Engine Labs, Power Automedia, Retrieved fromhttps://www.enginelabs.com/engine-tech/engine/valvetrain-tech-lash-is-much-more-than-just-a-little-gap/
- McCormack, D. W. Jr., Harris, I.R., Hurwitz, A.M. & Spagon, P.D. (2000) Capability indices for non-Normal data, Quality Engineering, 12:4, 489-495, DOI: 10.1080/08982110008962614
- Montgomery, D. C. (1997). Introduction to statistical quality control (3rd Ed.). New York: John Wiley & Sons.



{kind=link}